铸铁平台加筋在铸铁平台上是不可以缺少的部分。铸铁平台厂家铸铁平台上面的加强筋能有效的像“工”字铁般增加铸铁平台的刚性和强度,并且不用大幅增加铸铁平台切面面积。但没有加强筋的铸铁平台是很难铸造成型的,加强筋可充当铸铁平台内部流道,有助于模腔充填,对帮助铁水注入铸铁平台的支节部分有很大的作用。对一些要经常受压力、扭力的部分也容易破坏铸铁平台整体精度。
加强筋一般被设计在铸铁平台的底部非接触面,它的伸展方向是跟随产品最大应力和最大偏移量的方向,选择加强筋的位置应受一些生产上的考虑。加强筋的长度与铸铁平台长度一致,两端相接铸铁平台的外延,或与铸铁平台整体长度相同。
加强筋最简单的形状是几条加强筋组成很多正方形或长方形的格子附在铸铁平台的底面上,不过为了满足一些生产上或结构上的要求考虑,加强筋的形状尺寸可按实际要求进行改变。
铸铁焊接平台加强筋的最简单的形状是一条长方形的柱体附在铸铁平台的底面,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变。长方形的加强筋必须改变形状使生产更容易,加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力过份集中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
一般的设计图说明设计铸铁平台加强筋的基本原则。留意过厚的加强筋设计容易产生缩水纹、空穴、变形挠曲及夹水纹等问题,亦会加长生产周期,增加生产成本。
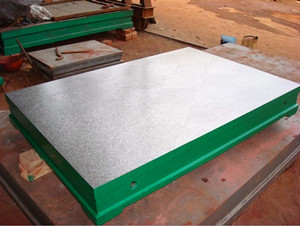
试验平台上面可以有孔或T型槽,用来固定工件,和清理加工时产生的铁屑或放以固定销。也可以设计成平面。试验平台材质:高强度铸铁HT200-HT300工作台一般硬度为HB170-240,加工成品之前必须经过两次人工退火处理,去除其内应内。根据需方的要求在工作面上加工T型槽、圆孔、长孔等。并预留地脚螺栓孔。
刮研深度对试验平台使用寿命的影响是不可忽略的。JJG117-91检定规程对刮研深度没有做出规定,这无疑是一种缺陷。从使用的角度讲,在不致引起 工件与试验平台发生研合的情况下,尽可能提高接触面积,可提高试验平台的使用寿命。JJG117-91检定规程也未对此项予以适当限制。为了提高试验平台的使用寿命,保证其工作精度,建议对刮研深度或控制在0。02mm以上,这样可保证试验平台有较长的使用寿命和检定周期。在精度等级低于“00” 级的铸铁平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的 距离应不小于80mm。试验平台表面应清除型砂、且表面平整,涂漆牢固,各棱边应修钝。
试验平台在生产过程中,会出现重量的偏差。往往铸铁试验平台的设计考虑到铸造误差和机械加工的误差,铸铁平台的重量误差一般不得超过10%,超过10%时,要对铸铁试验平台的质量做进一步的鉴定才可以确定此铸铁平台是否可以投入使用.
虽然现如今铸铁划线平台都是非人工制作出来。但是人工刮研相对于机器来说比较落后。但是在精度要求比较高的情况下,是任何机械加工都可以取代的一种加工工艺。为了提高试验平台的使用寿命,保证其工作精度,建议对刮研深度控制在0.02mm以上,这样可保证有较长的使用寿命和检定周期。根据有关资料对刮研深度介绍以及刮研深度测得数据,此工艺加工要求是可以达到的。外观上出现震纹,产品表面粗糙程度加大,影响精度,更影响美观。而有了刮研这道工序后,就很少出现以上问题。防工作表面有小范围的局部畸变,来保证实验平台的使用精度。检查作表面的微观质量即微小峰谷的平面度,表面微观质量高,耐磨性好,才能保证试验平台的使用寿命。 |